At Amphico, we are a deep-tech material science company on a mission to remove hidden toxic chemistries from performance protection and colour. Our work begins with material chemistry and manufacturing systems, because we believe meaningful change in textiles must be engineered at the structural level.
Amphicolor™ in fact, did not begin as a colour initiative, but it emerged from a materials challenge.
The Technical Constraint That Sparked It
Amphico is known for Amphitex™, our PFAS-free and toxic-solvent free polyolefin waterproof breathable membrane system. In 2022, we began prototyping a mono-material construction centred on a polyolefin fabric and membrane with the ambition to create a material system with improved recyclability and material coherence.
It was at the fabric stage that we encountered a predictable yet significant limitation. Polyolefins are inherently water-repellent. Their low surface energy and nonpolar molecular structure make conventional wet dyeing, which relies on water as a carrier, largely ineffective. While the membrane itself was not the issue, achieving reliable and versatile colouration in a polyolefin face fabric quickly became a critical blocker for our mono-material ambition.
This constraint pushed us to explore alternative colouration technologies, particularly waterless systems. Emerging methods such as supercritical CO2 dyeing showed promise from an environmental standpoint. However, they presented practical limitations, including restricted colour ranges, high operational costs, and limited industrial availability of equipment.
We also evaluated solution dyeing in which pigment is introduced directly during polymer extrusion. This approach eliminates water-intensive dye baths and typically delivers excellent colour fastness and durability. From a resource efficiency perspective, it offered clear advantages.
However, solution dyeing also introduces structural rigidity into product development. Colour must be fixed at the yarn creation stage, often long before fabric construction and performance characteristics are fully validated. Each colourway can require dedicated yarn production, increasing minimum order quantities and reducing flexibility across sampling, iteration, and design refinement.

In effect, the industry had accepted a trade-off. With solution dyeing, water and chemistry were reduced, but creative agility and system-level flexibility were constrained.
For a company committed to rethinking material systems holistically, that compromise required deeper reconsideration.
Rethinking Where Colour Should Be Defined
The breakthrough came from reframing the problem. If colour is experienced at the fabric level, then defining it exclusively at the yarn stage is not a necessity. It is simply one historical approach.
Amphicolor™ shifts colour definition from yarn creation to fabric construction. Instead of developing a new yarn for each shade, the system works with a curated set of few pre-coloured base yarns. By combining different coloured yarns during weaving, the fabric produces optical colour mixing, creating the perception of an entirely new colour. This approach leverages the way the human eye interprets colour: when viewed from a normal distance, the eye cannot distinguish individual yarn intersections and instead perceives the cumulative visual effect as a single, unified colour.

With only a limited set of base yarns, this approach enables the creation of thousands, potentially tens of thousands, of distinct colour outcomes in woven form.

By integrating physical colour measurement, machine learning, and digital modelling, Amphicolor™ predicts how colour will emerge through weaving and finishing processes before the fabric is produced. Colour can therefore be analysed and digitally validated prior to weaving.
The result is a significant reduction in sampling cycles, lower development risk, and renewed flexibility, all without reverting to water-intensive dyeing systems.
Why We Validated Amphicolor™ on Nylon
Although Amphicolor™ was inspired by a polyolefin challenge, we made a deliberate decision to validate the technology on nylon first.
The reason was strategic and practical. Nylon remains one of the most widely used synthetic fibres in the outdoor industry. It is commercially mature, technically versatile, and deeply integrated into existing supply chains. If Amphicolor™ was to be relevant, it needed to be proven on a fibre that the market already understands and uses at scale. We therefore selected commercially available 40D recycled nylon as the validation platform.

By applying Amphicolor™ to 40D rNylon, we were able to test predictive accuracy, repeatability, colour fastness, and manufacturability within a real production context. The goal was not to demonstrate a laboratory concept, but to validate a production-ready system on a material already trusted by the industry.
This platform now serves as the foundation for dataset expansion and further material and construction integration.
Environmental and Performance Logic
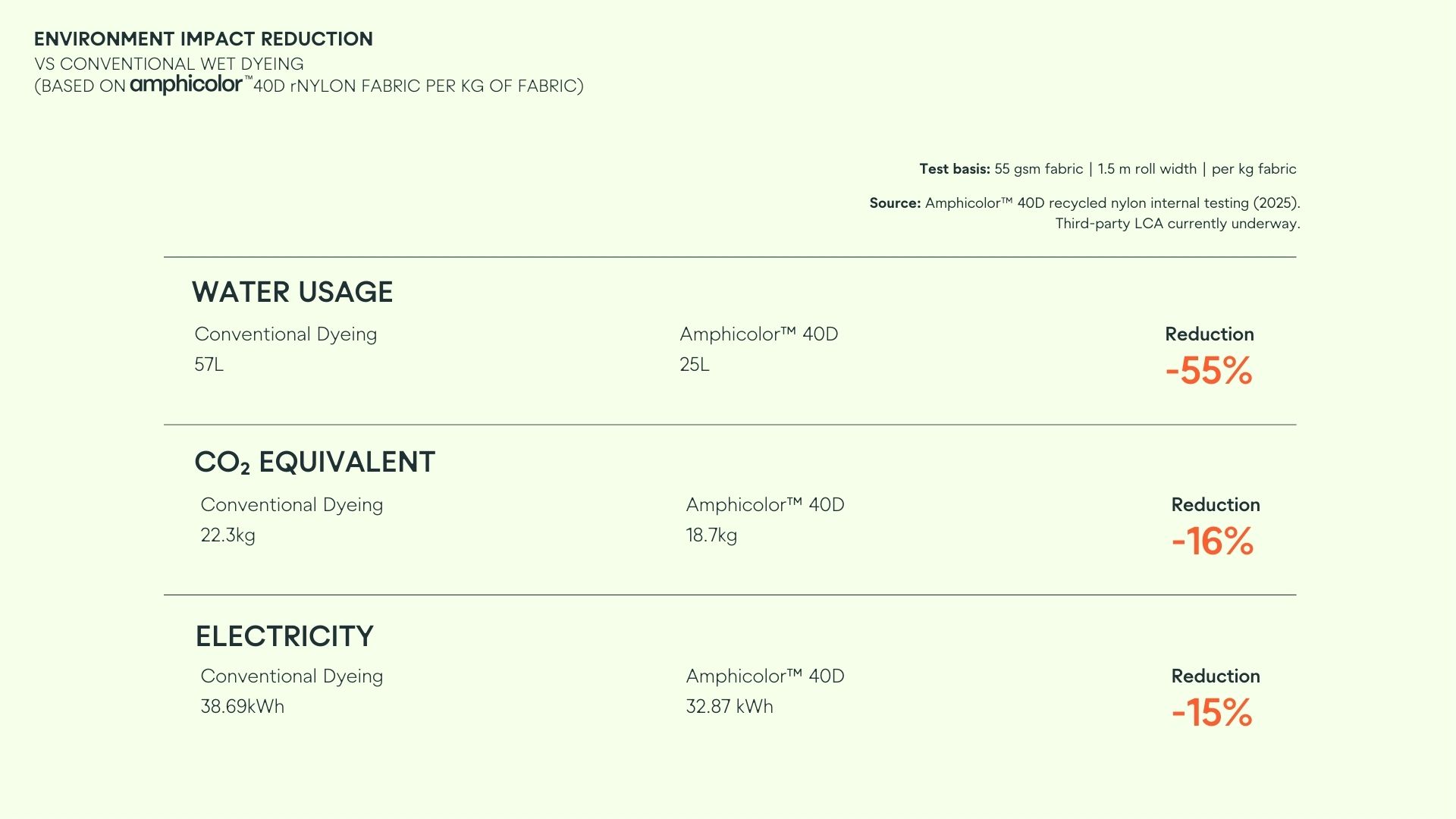
It is important to position the environmental dimension precisely. The primary environmental advantages associated with Amphicolor™ stem from its waterless coloration logic, similar in principle to solution dyeing. By avoiding conventional wet dye baths, the system reduces water consumption and eliminates many of the chemical auxiliaries embedded in traditional processes.
At the same time, because pigments are introduced in a controlled and stable manner, colour fastness performance aligns with what the industry expects from solution-dyed systems.
The key distinction is that Amphicolor™ restores flexibility. Colour decisions are no longer locked exclusively at yarn creation. They are informed by predictive modelling at the fabric stage.
In practical terms, Amphicolor™ delivers the durability and environmental logic of solution dyeing while retaining much of the design freedom traditionally associated with wet dyeing.
What This Means for Weavers and Brands
For weavers, Amphicolor™ reduces development risk before loom commitment by enabling digital validation of colour outcomes. It supports more efficient use of existing yarn inventories and allows a broader range of final fabric colours to be generated from a limited base set. This enhances flexibility for limited runs and complex constructions without introducing water-intensive processing.
For brands, it offers a different balance. Waterless colour can be achieved without sacrificing palette breadth or locking decisions too early in the development cycle. Minimums can be better aligned with seasonal programmes, and colour validation becomes more predictable and controlled.
The Road Ahead
Amphicolor™ 40D recycled nylon is the starting point, not the endpoint. Nylon provided the right balance of industry relevance and technical robustness for validation. The next phase is dataset expansion into polyester, reflecting the dominant fibres in outdoor performance textiles. From there, the long-term objective remains clear: extending predictive waterless colour systems into polyolefin-based fibres, including platforms such as Amphitex™.
What began as a constraint in colouring polyolefin chemistry has evolved into a broader rethinking of how colour should be engineered. Amphitex™ removes PFAS from performance membranes, and Amphicolor™ removes hidden toxic chemistry from colour. Together, we believe that they represent a science-led approach to building textile systems that perform, scale, and eliminate compromises the industry has historically accepted as inevitable.
To explore Amphicolor™ in more detail, including how the system works and what it means for brands and manufacturers, visit the Amphicolor™ page. You can also find answers to common questions in our FAQs.